
Union Delta started as a sourcing and freight partner: we find the factory, negotiate the deal, and move your goods door-to-door from China to the USA. But one question kept coming back from clients building hardware — “can you also get the electronics made?” As of this month, the answer is yes. We’ve signed a manufacturing partnership with a tier-one contract electronics manufacturer in Shenzhen, and we’re already placing client production on their floor.
And it goes far beyond bare boards. The PCBA is built at our electronics-manufacturing partner; the enclosure tooling, plastic and metal parts, and silicone components are produced across Union Delta’s wider network of specialist partner factories — each selected for the one process it does best. Union Delta runs the entire program as the single point of accountability, integrating electronics, mechanics and packaging and carrying your product all the way to the retail shelf. Here’s how that works.
Why we added electronics manufacturing
For years we’ve handled the back half of the hardware journey — sourcing components, consolidating, and shipping DDP into Amazon FBA and US warehouses. The front half, getting a printed circuit board designed into an actual built product, was where clients still had to go find a factory alone, vet it alone, and hope the quality held. That’s the riskiest part of bringing hardware to market, and it’s exactly where a bad partner quietly sinks a product.
So we closed the gap. Instead of pointing you at a random Alibaba listing, we partnered with a plant we’d put our own name behind — and now we run the whole chain: board to enclosure to packaged product to FBA shelf, across one managed network of vetted factories.

Who the partner is — and why they passed our audit
An established Shenzhen contract manufacturer, building boards since 2007 — 18 years of high-mix electronics manufacturing. What got them through our vetting wasn’t a slick brochure; it was certification scope that very few job-shops actually hold. They run a quality system audited to three standards at once:
ISO 13485
The medical-device quality standard. It means the plant is qualified to build boards for diagnostic and clinical equipment — the most traceability-heavy work in the industry. If they can pass medical, your consumer board is comfortably within tolerance.
IATF 16949
The automotive quality standard — built around zero-defect discipline and full process control. Automotive electronics tolerate almost no field failure, so this certification is a hard-won signal of repeatable, in-spec output at volume.
ISO 9001
The baseline quality-management standard for the whole operation — documented procedures, corrective action, and continuous improvement across every department, not just the production line.

What they can build — PCB capability
This is not a one-trick SMT shop. The plant covers the full span of board technology, from a simple two-layer FR4 up to dense, exotic stack-ups that most factories quote and then quietly decline.
| Capability | What it means for your product |
|---|---|
| Up to 48 layers | Complex, high-density designs — not just simple consumer boards. |
| HDI & heavy-copper | Miniaturized devices and high-current power boards alike. |
| High-frequency & high-Tg | RF, wireless and heat-tolerant applications. |
| Metal-core & Rogers | LED lighting, thermal management, microwave/RF. |
| Flexible & rigid-flex | Wearables, cameras, anything that has to fold or fit tight. |
Materials run from standard FR4 to Rogers, Arlon, Teflon, Taconic, Nelco, Isola, ceramic and metal/aluminium/copper base. Surface finishes include ENIG, immersion tin/silver, ENEPIG, plated gold, LF-HASL and OSP — so the finish matches your reliability and assembly needs, not just the cheapest option.

Full turnkey PCBA — we take it from file to finished product
The real value isn’t just bare boards — it’s full turnkey assembly. You send the design; the plant handles everything after that. For full turnkey, that means PCB fabrication, global component sourcing, assembly, testing, and final product assembly — all managed as one project, with us coordinating it.
- SMT & DIP assembly — surface-mount and through-hole, low or high volume.
- Flexible & rigid-flex assembly — for boards that aren’t flat.
- Box build — the populated board put into its enclosure, wired and ready.
- Cable & wire-harness assembly — the connectors and looms that tie it together.
- Conformal coating — moisture, dust and vibration protection for the field.
- Final product assembly & function testing — it leaves as a working unit, not a bag of parts.
Partial turnkey is available too — if you already own a component supply chain, they assemble against it. Either way, you get one project owner instead of juggling a fab, a stuffer, and a tester separately.
The full complex — from bare board to a finished product
A populated board is only half a product. Union Delta acts as your program manager across a vetted network of partner factories — the PCBA plant for the electronics, dedicated tooling and injection-moulding shops for the body, metalworking partners for housings, silicone specialists for the soft parts — and integrates their output into one finished, packaged unit. You work with one team and one quote; we own the hand-offs between factories, which is precisely where multi-vendor projects fail.
| Stage | What we deliver |
|---|---|
| Tooling | We open injection-mould tooling for your enclosure — single- or multi-cavity steel/aluminium moulds — after a DFM (design-for-manufacturing) review of your 3D model. |
| Plastic enclosures | Injection moulding in ABS, PC, PC/ABS, TPU or nylon, with in-mould texture, spray paint, pad/silk-screen printing and laser etching. |
| Metal enclosures | Zinc/aluminium die-casting, CNC-machined and stamped/extruded parts, with anodising, plating or powder-coat finishing. |
| Silicone & rubber parts | Compression-moulded silicone keypads, buttons, gaskets and seals; LSR (liquid silicone rubber) for precision components. |
| Final assembly | Board-into-enclosure assembly, battery, seals, light-guides and labels — built and function-tested as a complete unit. |
| Retail packaging | Blister/box, inserts, manuals, barcodes — retail- and marketplace-ready, including Amazon FBA prep. |
You can take the whole chain or any segment of it — board only, board + enclosure, or a fully packaged product.
From concept or sample to mass production — the development process
We can pick a product up at any stage — a finished design with Gerbers and a BOM, a working reference sample, or just a concept — and run it through a structured NPI (New Product Introduction) flow. Here is the engineering path, using a recent sub-GHz RF remote-control project as a worked example:
- 1 · Hardware analysis & spec capture. Tear down and document a reference sample, run a DFM review, and lock the electrical, mechanical and RF parameters before any layout starts.
- 2 · PCB design. Produce a clean schematic, BOM and Gerber set. RF gets special care — an 868 MHz front-end means SAW-resonator selection and antenna impedance matching so the device transmits in-band and at full range.
- 3 · Firmware & secure provisioning. Develop or integrate the firmware and build the per-device key provisioning step — e.g. a unique 128-bit key injected into each unit — plus the secure pairing logic the product needs.
- 4 · Prototype run. Build 3–5 engineering samples and bring them up: power, RF, and full functional check on real hardware.
- 5 · Validation. Functional, RF and pairing verification against the target equipment, with a per-sample test report.
- 6 · Pilot & field testing. Extended testing across configurations to confirm compatibility and catch edge cases, results documented.
- 7 · Issue resolution & mass production. Close out any findings from validation, then mass-produce — every unit getting its own key injection and passing the full QC gate below.
| Parameter | Value |
|---|---|
| RF band | 868.7–869.2 MHz (sub-GHz) |
| Encoding | Dialog rolling-code, unique 128-bit key per device |
| RF front-end | SAW resonator + impedance-matched antenna |
| Power | CR2032 (3 V) |
| Controls | 3-button, transmit-only |
| Provisioning | Per-unit key injection on the production line |
Quality you can actually audit
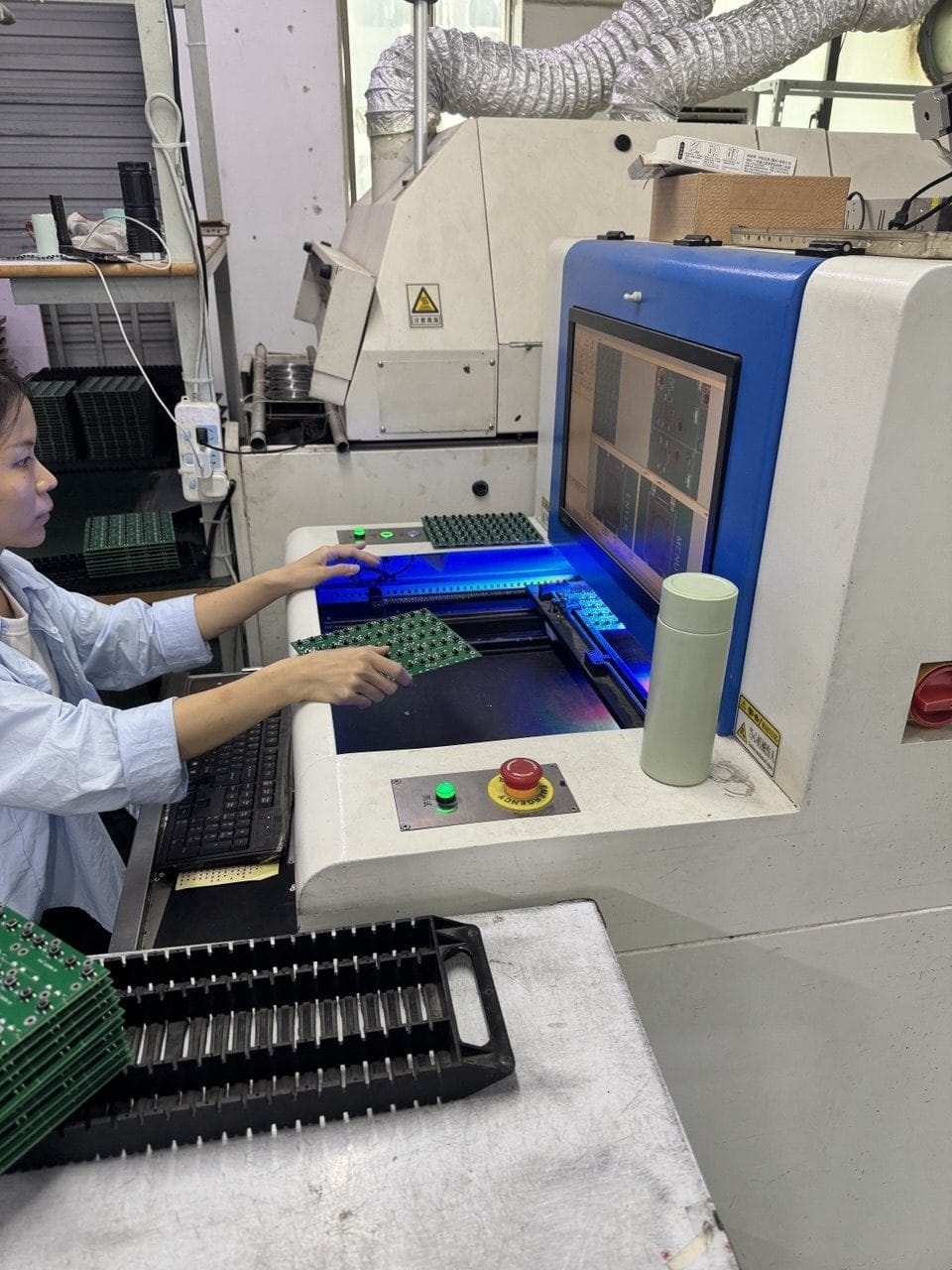
Certifications are the promise; the equipment and inspection flow are the proof. Since 2014 the plant has imported high-end manufacturing equipment from Sweden, Japan and Germany — jet printers, pick-and-place, reflow and inspection systems — and every board runs a nine-stage quality gate:
- Incoming (IQC) → SPI solder-paste inspection → AOI online
- SMT first-piece → IPQC routing inspection → AOI offline
- X-ray solder-joint inspection → QC manual → QA final
Test coverage goes well past a visual check: flying probe, fixture and impedance test on bare boards; AOI, X-ray, ICT, FCT, leakage and open/short testing on assemblies. Materials like ICs and solder paste are stored at controlled low temperature, managed first-in-first-out through an ERP system — the unglamorous discipline that keeps moisture-sensitive parts reliable.

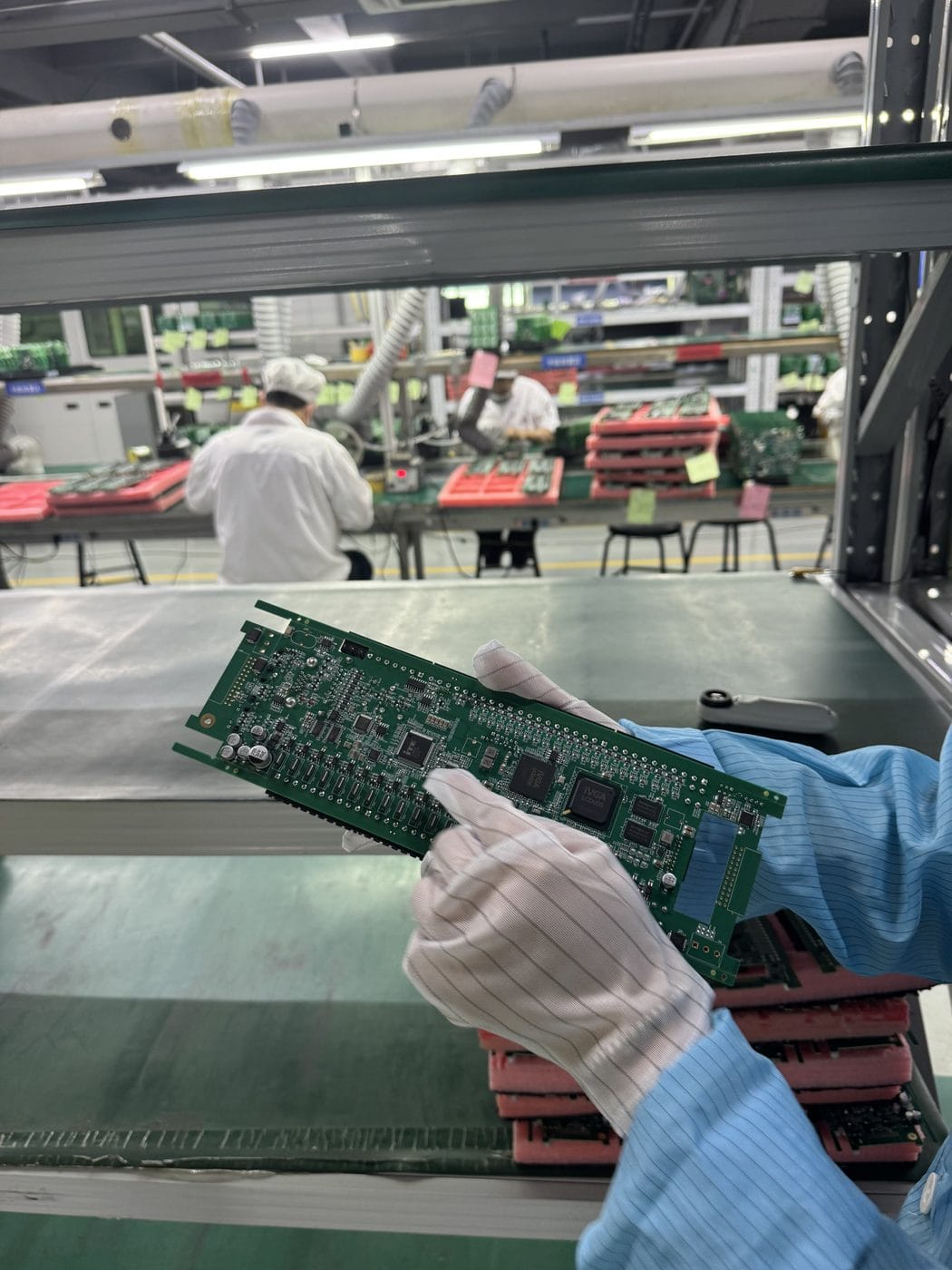
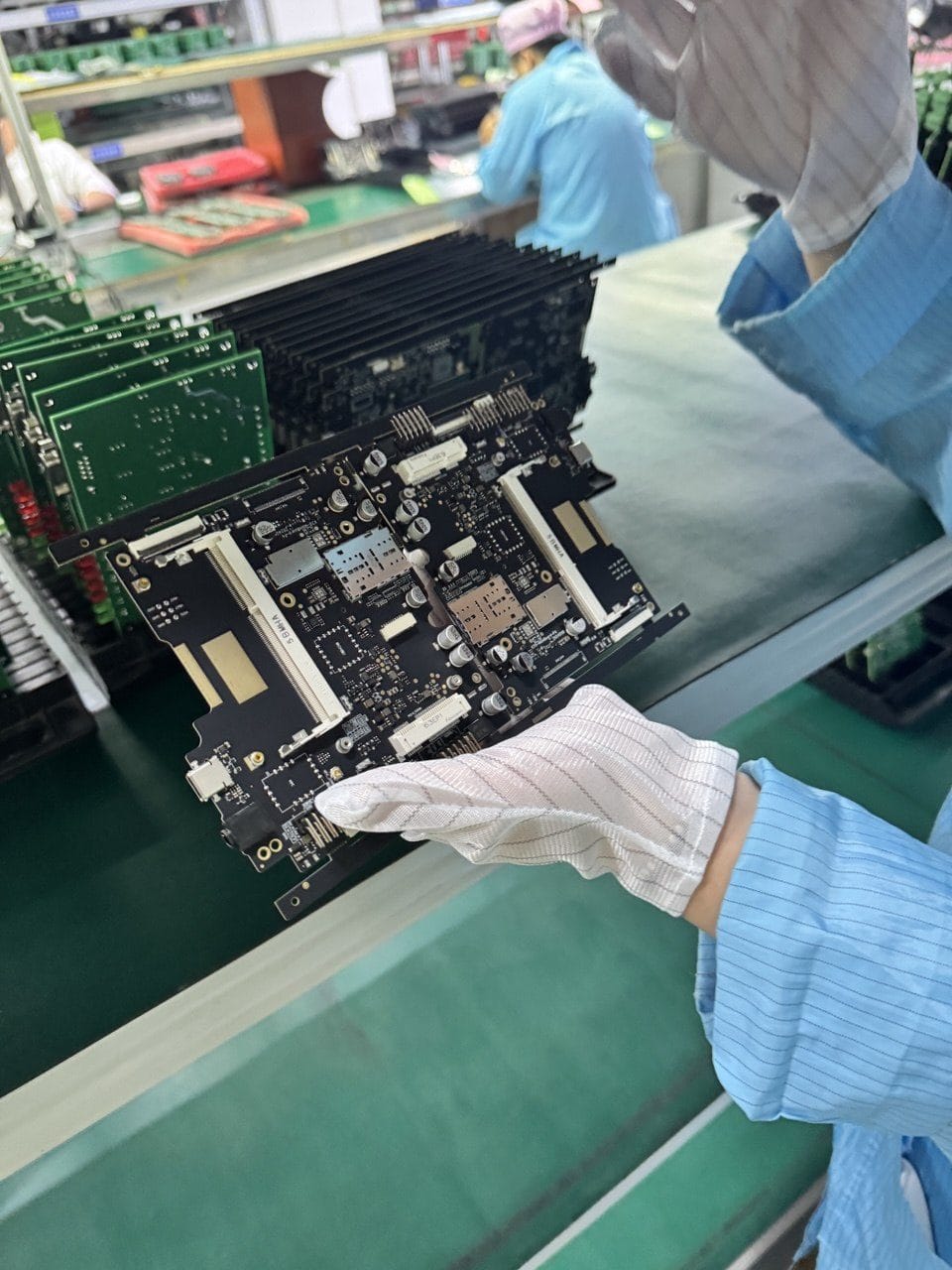
We’re already running client orders here
This isn’t a future plan or a memorandum of understanding. The boards in these photos are live production, and we placed client work on this floor before we wrote a word about it. We were on-site this month precisely because we don’t outsource trust — if our name is on the relationship, we’ve stood on the line and watched the work happen.

How to start a build with us
It’s the same simple path whether you have a finished design or a rough concept:
- Send what you have — Gerber files and a BOM for a ready design, or a spec and reference samples if you’re earlier than that.
- We quote turnkey — board, components, enclosure tooling, assembly, test and packaging as one number, with the certifications and process matched to your product.
- We manage development & production — one point of contact running the NPI flow, the nine-stage QC gate and the full test coverage above.
- We ship it — straight into the same DDP freight and US-warehouse network we already run, so your finished hardware lands at Amazon FBA or your door without a second vendor.
From a printed circuit board to a shelf-ready product, with one partner who has actually walked the floor. Tell us what you’re building and we’ll come back with a turnkey quote.